- English
- Čeština
- Español
- Italiano
- Deutsch
- Français
- 日本語
- Home
- Rozwiązywanie problemów
- Rozwiązywanie problemów z jakością druku
- Niedostateczna ekstruzja
Niedostateczna ekstruzja
- Rozwiązywanie problemów z jakością druku
- Brzydka warstwa ponad podporami
- Uszkodzone podpory (SL1/SL1S)
- Rozdzielanie warstw (SL1/SL1S)
- Łamiące się podpory
- Niepowodzenie aktualizacji firmware #10534 (SL1)
- Problemy pierwszej warstwy
- Ghosting
- Otwory w wydrukach (SL1/SL1S)
- Rozdzielanie warstw FDM
- Przesunięcie warstw
- W drukowanym modelu brakuje szczegółów
- Słabe mosty
- Wydruk odrywa się od podpór (SL1/SL1S)
- Wydruk nie pojawia się / żywica się nie utwardza
- Wydruki odklejają się od platformy
- Problemy z wypełnieniem
- Usuwanie obiektu przyklejonego do dna zbiornika
- Przykładowe pliki G-code
- Rysy/bąbelki na wydrukach (SL1/SL1S)
- Krzywe/zdeformowane wydruki (SL1/SL1S)
- Nitkowanie i wyciekanie filamentu
- Błąd czujnika temperatury #10205 (SL1/SL1S)
- Linia kadłuba Benchy
- Niedostateczna ekstruzja
- Kalibracja pierwszej warstwy zbyt blisko
- Ustawienia slicera
- Dysza
- Koła zębate ekstrudera
- Niewystarczające chłodzenie hotendu
- Filament
- Widoczne warstwy (SL1/SL1S)
- Pofalowane warstwy (SL1/SL1S)
- Podwijanie wydruku
- Wydruki wodoszczelne
- Rozwiązywanie problemów z drukarką
- Kody QR dla błędów
- Komunikaty błędów występujące podczas drukowania
Możesz rozpoznać niedostateczną ekstruzję (underextrusion), gdy brakuje materiału na warstwach wydruku. Drukowane obiekty mogą być kruche i nietrwałe. Istnieje kilka przyczyn i powinieneś pomyśleć, że jeśli ostatnio wykonałeś jakieś zmiany w drukarce (lub nie ma konserwacji przez długi okres), jak można znaleźć tam winprit.
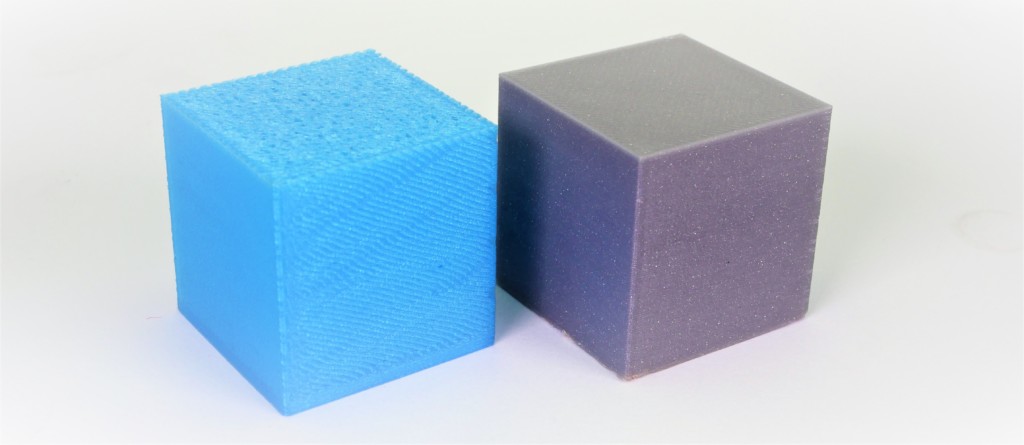 Przykład drastycznie niskiego wytłaczania (lewa kostka) i poprawny wydruk (prawa kostka).
Przykład drastycznie niskiego wytłaczania (lewa kostka) i poprawny wydruk (prawa kostka).
Najczęściej występujące przyczyny niedostatecznego wytłaczania:
- Kalibracja pierwszej warstwy zbyt blisko
- Ustawienia slicera
- Dysza
- Koła zębate ekstrudera
- Niewystarczające chłodzenie hotendu
- Filament
Kalibracja pierwszej warstwy zbyt blisko
Upewnij się, że kalibracja pierwszej warstwy została wykonana poprawnie. Unikaj rekompensaty braku przyczepności przez wgniatanie pierwszej warstwy w stół. Jeśli dysza jest zbyt blisko stołu, wytłaczanie filamentu może być zablokowane. Zalecamy przeprowadzenie kalibracji pierwszej warstwy za każdym razem, gdy zmieniasz lokalizację drukarki lub wykonujesz jakiekolwiek czynności konserwujące w hotendzie, jak zmiana dyszy. Ponadto, gdy zamieniasz blachę stalową z teksturowanej na gładką, należy ponownie skalibrować pierwszą warstwę ze względu na różne grubości arkuszy. Dlatego wprowadziliśmy Profile płyt stalowych.
Ustawienia slicera
Każdy profil w PrusaSlicerze zawiera ustawienia określające temperaturę, prędkości i ilość filamentu, który drukarka 3D powinna wytłoczyć. Drukarka nie dostarcza żadnej informacji zwrotnej na temat tego, ile filamentu faktycznie wychodzi przez dyszę. Może się zdarzyć, że wytłaczana jest mniejsza ilość filamentu, niż przewiduje oprogramowanie sprzętowe. W takim przypadku mogą pojawić się przerwy w drukowanych warstwach i/lub między nimi.
Upewnij się, że drukarka jest skonfigurowana w PrusaSlicer poprzez uruchomienie Asystenta konfiguracji i jako punkt wyjścia używasz standardowych profili filamentów, które są dostosowane do Twojej maszyny, typu filamentu i rozmiaru dyszy.
Dysza
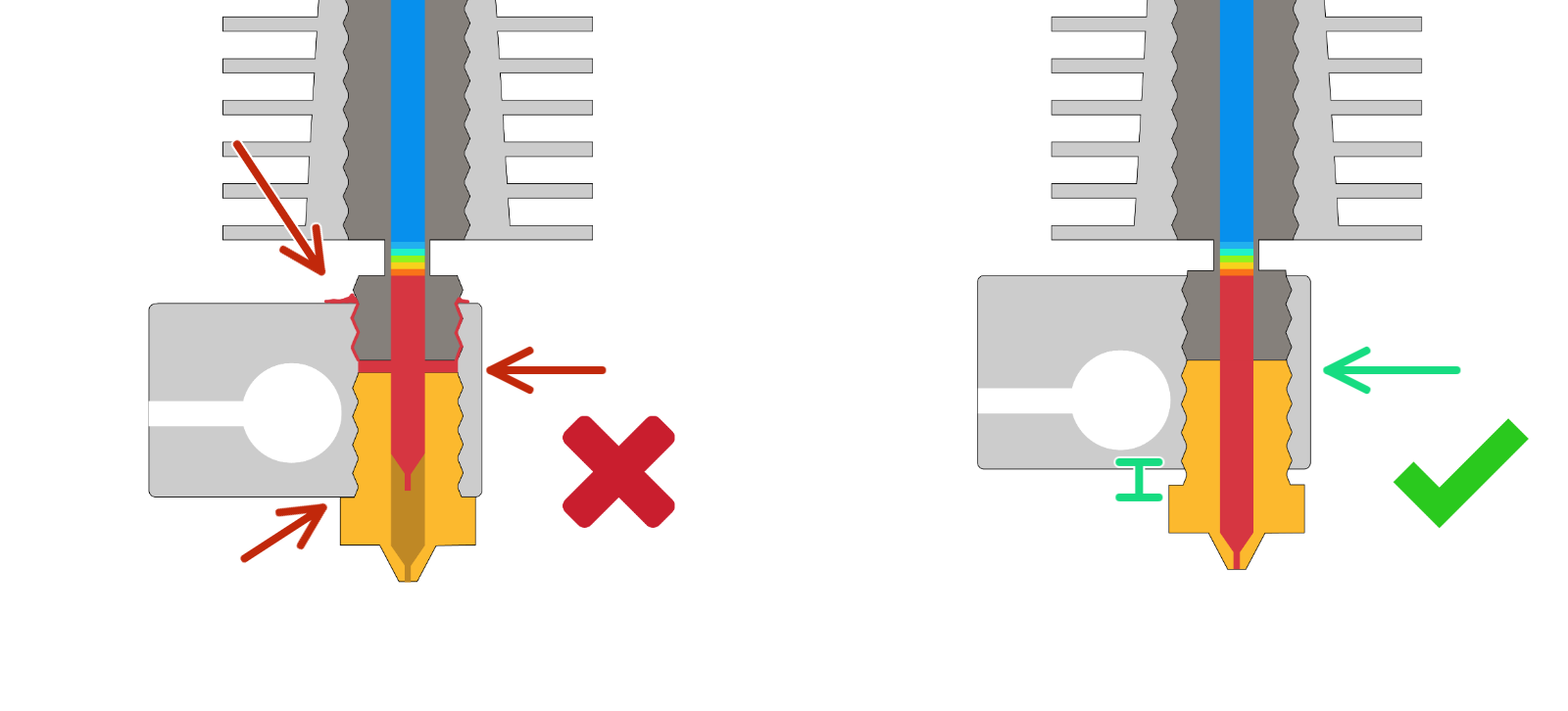
Jeśli w pewnym momencie dysza została wykręcona z hotendu, upewnij się, że została prawidłowo zamontowana ponownie. Zapoznaj się z dedykowaną instrukcją dla Twojego hotendu:
Nieprawidłowy montaż może spowodować zatkanie i nieszczelności. Dysza musi być dokręcona na gorąco (po podgrzaniu), a między dyszą a blokiem grzejnym musi być szczelina. Należy również sprawdzić, czy ekstruder i hotend nie są uszkodzone (np. przewody termistora lub grzałki) albo czy bariera cieplna nie jest wygięta (tylko w hotendzie V6).
Korzystanie z dysz specjalnych
Jeśli używasz dysz specjalnych, takich jak dysze ze stali hartowanej lub stali nierdzewnej itp., konieczne może być zwiększenie temperatury dyszy podczas drukowania, zwykle w zakresie 5-10°C. Stal ma inne właściwości termiczne niż mosiądz, co może mieć wpływ na wydajność drukowania, głównie na przyleganie międzywarstwowe. Należy jednak pamiętać, że wyższe temperatury mogą również prowadzić do zwiększonego nitkowania. Jeśli problem nie ustępuje, spróbuj wymienić dyszę na oryginalną dyszę mosiężną 0,4 mm i sprawdź, czy to coś zmieni.
Co więcej, nie wszystkie rozmiary dysz będą odpowiednie dla wszystkich filamentów. Filament zawierający cząstki drewna lub metalu najczęściej nie nadaje się do dysz o średnicy poniżej 0,4, a niektóre wymagają jeszcze większej dyszy, np. 0,6 lub 0,8 mm. Więcej informacji można znaleźć w sekcji różne rodzaje dysz.
Koła zębate ekstrudera
Sprawdź, czy oba koła zębate Bondtech nie są zabrudzone lub źle ustawione, aby mogły przepychać filament. Szczegółowe informacje możesz znaleźć w części Kontrola/ustawienie kół zębatych Bondtech (MK3S/MK2.5S).
Dodatkowo upewnij się, że dźwignia dociskowa ekstrudera jest prawidłowo napięta. Zbyt luźna lub zbyt mocno dokręcona śruba koła zębatego może spowodować niedostateczne wytłaczanie.
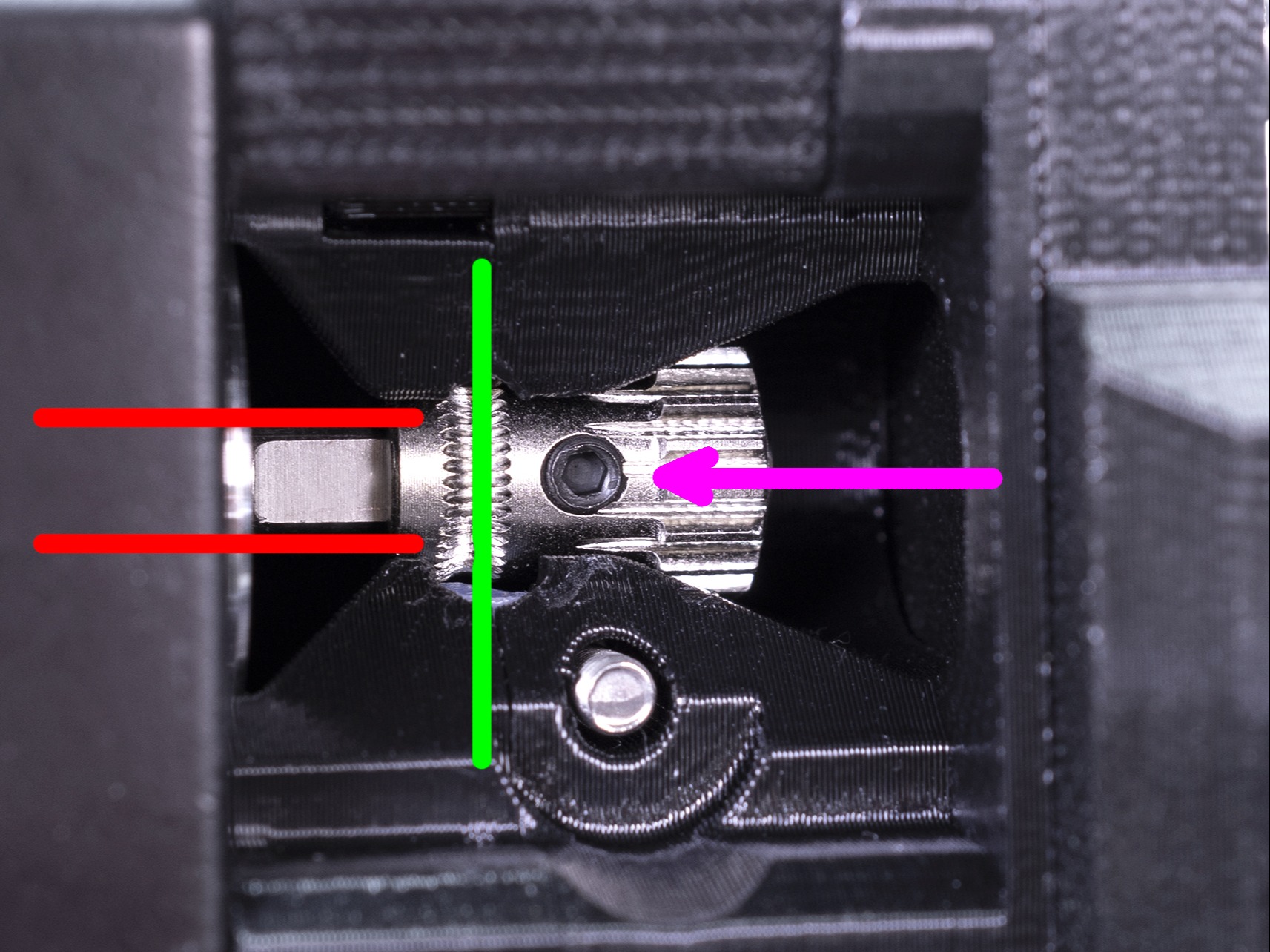 |  |
Niewystarczające chłodzenie hotendu
Kontrolowanie "strefy topienia" filamentu jest bardzo ważne. Jeśli chłodzenie jest niewystarczające, filament może zacząć się topić zbyt daleko od dyszy. Sprawdź, czy wentylator ekstrudera jest zainstalowany w prawidłowej orientacji i czy nie jest zablokowany przez kawałek filamentu lub inne zanieczyszczenia.
Jeśli używasz drukarki w obudowie, upewnij się, że temperatura wewnątrz nie jest zbyt wysoka, ponieważ przegrzanie może spowodować przenikanie ciepła, gdzie filament zacznie się topić, zanim dotrze do dyszy.
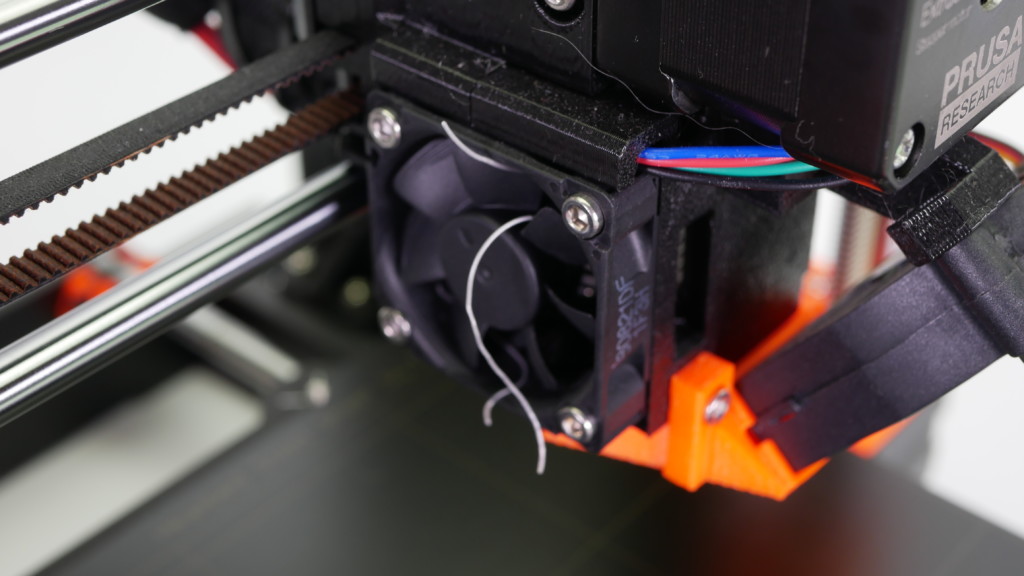
Przykład wentylatora zablokowanego przez nitkę filamentu.
Filament
Zbyt niska lub zbyt wysoka temperatura drukowania może również powodować problemy. Jeśli marka i typ filamentu nie znajdują się w konfiguracji w PrusaSlicerze, możesz spróbować dostosować temperaturę drukowania o +/- 5-15°C, aby sprawdzić, czy to rozwiąże problem.
Niektóre materiały specjalne, takie jak Flex (filamenty elastyczne), mogą wymagać wielu prób i poprawek, aby można było je z powodzeniem drukować. Materiały kompozytowe, takie jak Woodfill, mogą wymagać co najmniej dyszy o średnicy 0,6 mm i wysokości warstwy 0,2 mm, aby zapobiec zatykaniu. W przypadku materiałów kompozytowych, takich jak kevlar lub włókno węglowe, wymagana jest dysza ze stali utwardzanej.
Niektóre filamenty mogą mieć także różną grubość, ze względu na jakość lub domieszki materiałów takich jak drewno, co powoduje nieoczekiwane zmiany w objętości wytłaczanego filamentu. Standardem przemysłowym w przypadku tolerancji średnicy jest +/- 0,05 mm.
Przechowuj filament w suchym miejscu, bez wilgoci, ponieważ wilgotne filamenty mają negatywny wpływ na drukowanie, zwłaszcza filamenty rozpuszczalne, PETG i ABS. Zalecamy wkładanie szpul do oryginalnej torby, gdy nie są używane, wraz z żelem krzemionkowym. Zalecamy przechowywanie filamentów w suchym miejscu, a najlepiej w "dry boxie".
Nieprawidłowe ładowanie/rozładowanie filamentu
Podczas ładowania nowego filamentu o niższej wymaganej temperaturze należy wstępnie rozgrzać dyszę do temperatury wymaganej przez poprzedni typ używanego filamentu. Innymi słowy, należy zawsze używać najwyższej temperatury dla używanego filamentu, ponieważ jego pozostałości najprawdopodobniej nadal znajdują się w hotendzie. Na przykład, jeśli drukowałeś z ABS lub PETG i chcesz teraz drukować z PLA, załaduj filament PLA w temperaturze ABS lub PETG. W ten sposób nowo wprowadzony filament może wypchnąć stary.
Komentarze


Wciąż masz pytania?
Jeśli masz pytanie dotyczące czegoś, czego nie opisaliśmy, to sprawdź dodatkowe zasoby.
A jeśli to nie działa, możesz wysłać zgłoszenie na [email protected] lub klikając poniższy przycisk.