- English
- Čeština
- Español
- Italiano
- Deutsch
- Français
- 日本語
Słabe mosty
- Rozwiązywanie problemów z jakością druku
- Brzydka warstwa ponad podporami
- Uszkodzone podpory (SL1/SL1S)
- Rozdzielanie warstw (SL1/SL1S)
- Łamiące się podpory
- Niepowodzenie aktualizacji firmware #10534 (SL1)
- Problemy pierwszej warstwy
- Ghosting
- Otwory w wydrukach (SL1/SL1S)
- Rozdzielanie warstw FDM
- Przesunięcie warstw
- W drukowanym modelu brakuje szczegółów
- Słabe mosty
- Jak to naprawić
- Wydruk odrywa się od podpór (SL1/SL1S)
- Wydruk nie pojawia się / żywica się nie utwardza
- Wydruki odklejają się od platformy
- Problemy z wypełnieniem
- Usuwanie obiektu przyklejonego do dna zbiornika
- Przykładowe pliki G-code
- Rysy/bąbelki na wydrukach (SL1/SL1S)
- Krzywe/zdeformowane wydruki (SL1/SL1S)
- Nitkowanie i wyciekanie filamentu
- Błąd czujnika temperatury #10205 (SL1/SL1S)
- Linia kadłuba Benchy
- Niedostateczna ekstruzja
- Widoczne warstwy (SL1/SL1S)
- Pofalowane warstwy (SL1/SL1S)
- Podwijanie wydruku
- Wydruki wodoszczelne
- Rozwiązywanie problemów z drukarką
- Kody QR dla błędów
- Komunikaty błędów występujące podczas drukowania
Mosty to nazwa cienkich warstw rozpostartych w powietrzu, bez użycia podpór. Ich drukowanie może wydawać się niemożliwe, ale z drukarkami MK2 i MK3, nie jest wcale aż tak trudne. Pamiętaj, że najlepsze rezultaty uzyskasz na krótkich dystansach, ponieważ wentylator wydruku musi schłodzić plastik w powietrzu, aby stworzyć trwałe połączenie. Trzy główne czynniki odpowiadają za dobrze wyglądające warstwy mostów: ustawienia PrusaSlicer, prędkość i chłodzenie.

Najczęściej występującym problemem warstw mostów jest obwisanie i opadanie filamentu, jak na powyższej ilustracji.
Jak to naprawić
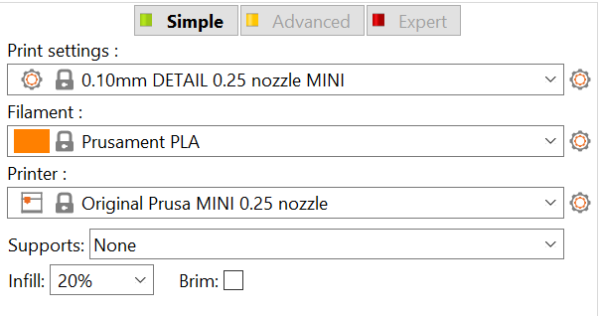
Dostęp do niektórych ustawień/parametrów w PrusaSlicer otrzymasz po przełączeniu interfejsu w tryb "Zaawansowany" lub "Ekspert". Możesz to zrobić używają przycisków na prawym panelu lub w menu Konfiguracja -> Tryb -> Prosty/Zaawansowany/Ekspert. Więcej informacji znajdziesz w artykule Tryby Prosty, Zaawansowany, Ekspert.
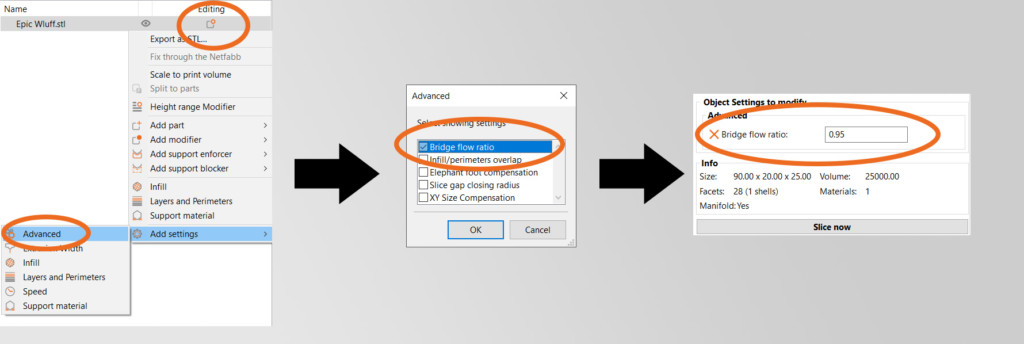
 Współczynnik przepływu przy mostach
Współczynnik przepływu przy mostach
Najlepszym sposobem na zapobieganie rozrywaniu nitek filamentu przy mostach jest zmiana powyższego parametru w PrusaSlicer. Pierwsza warstwa mostu powinna być położona z niższym współczynnikiem przepływu filamentu. Otwórz ustawienia w PrusaSlicer przez kliknięcie prawym przyciskiem na modelu, następnie przejdź do Dodaj ustawienia - Zaawansowane - Współczynnik przepływu przy mostach. Wraz z obniżeniem przepływu zalecamy również obniżenie prędkości. Zamysłem jest "ciągnięcie" wytłaczanego filamentu za dyszą, aby opadał w niższym stopniu. Świetnym podejściem jest ściągnięcie modeli dla testów drukowania mostów, np. tego, dodanie go kilkukrotnie do PrusaSlicer i pocięcie z innymi parametrami przepływu dla każdej kopii. Powinno to umożliwić dość szybkie odnalezienie odpowiednich ustawień dla Twojej drukarki / materiału, bez konieczności wykonania wielu wydruków testowych.
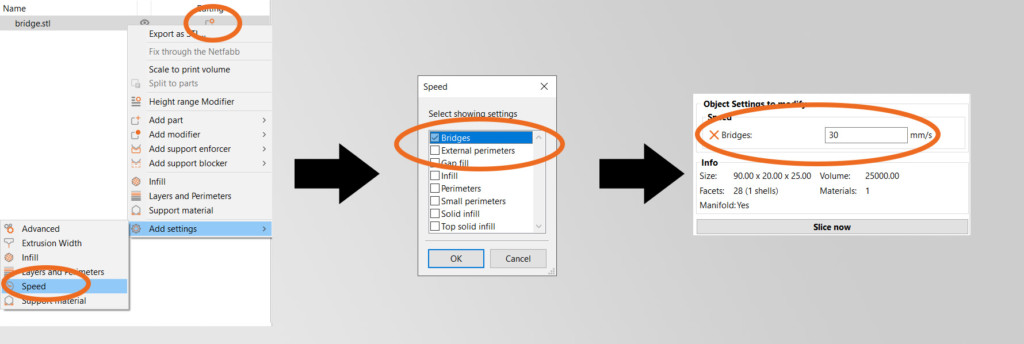
Zmień ustawienia prędkości drukowania mostów w PrusaSlicer
Kliknij model prawym przyciskiem, wybierz Dodaj ustawienia - Prędkość - Mosty i wprowadź nową wartość w panelu po prawej stronie.
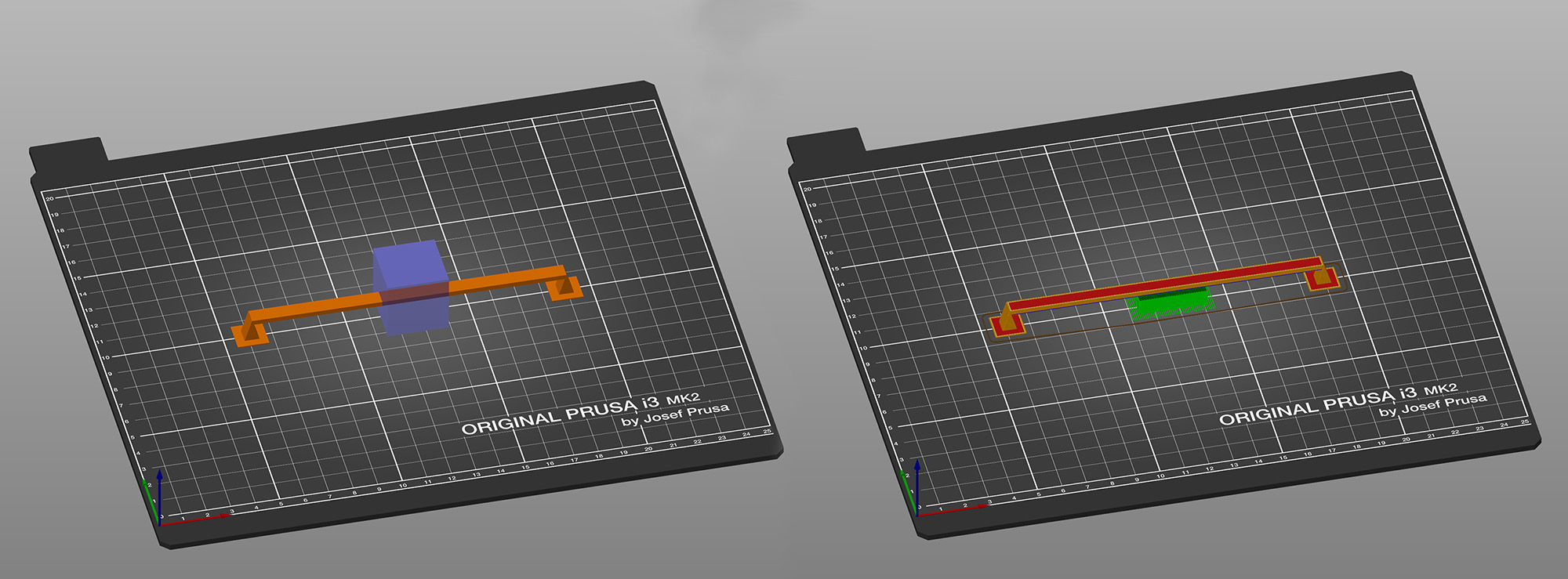
Wymuś podporę na środku mostu
Jeśli most jest bardzo długi, możesz dodać podporę na środku, aby go podeprzeć. Kliknij model prawym przyciskiem w podglądzie 3D i wybierz Dodaj wymuszenie podpór - Sześcian. Następnie ustaw go przy pomocy narzędzi przesuwania, obracania i skalowania.
Obrócenie modelu
Najlepszym sposobem jest obrócenie modelu, aby mosty nie były potrzebne. W wielu przypadkach nie będzie to możliwe, ale warto sprawdzić, czy model można wydrukować w innej orientacji.
Komentarze


Wciąż masz pytania?
Jeśli masz pytanie dotyczące czegoś, czego nie opisaliśmy, to sprawdź dodatkowe zasoby.
A jeśli to nie działa, możesz wysłać zgłoszenie na [email protected] lub klikając poniższy przycisk.