- English
- Čeština
- Español
- Italiano
- Deutsch
- Français
- Home
- Rozwiązywanie problemów
- Rozwiązywanie problemów z drukarką
- Pierwsza warstwa nie przykleja się (SL1/SL1S)
Pierwsza warstwa nie przykleja się (SL1/SL1S)
- Rozwiązywanie problemów z jakością druku
- Rozwiązywanie problemów z drukarką
- Przegrzanie A64 #10207 (SL1/SL1S)
- Pomiar temperatury otoczenia (MK3/MK3S)
- Temperatura otoczenia jest zbyt niska #10703 (SL1/SL1S)
- Zbyt wysoka temperatura otoczenia #10702 (SL1/SL1S)
- Wystąpił nieznany błąd #10701 (SL1)
- Nie można uruchomić tej akcji #10506 (SL1/SL1S)
- Alokacja BBF nie powiodła się #13531 (MK4) #21531 (MK3.9) #23531 (MK3.5)
- Alokacja BBF nie powiodła się #17531 (XL)
- Inicjalizacja BBF nie powiodła się #13532 (MK4) #21532 (MK3.9) #23532 (MK3.5)
- Inicjalizacja BBF nie powiodła się #17532 (XL)
- Błąd Maxtemp - stół #13205 (MK4) #21205 (MK3.9) #23205 (MK3.5)
- Błąd Mintemp - stół #13207 (MK4) #21207 (MK3.9) #23207 (MK3.5)
- Błąd grzania stołu #13201 (MK4) #21201 (MK3.9) #23201 (MK3.5)
- Thermal runaway - stół #13203 (MK4) #21203 (MK3.9) #23203 (MK3.5)
- Przepalony bezpiecznik (MINI)
- Przepalony bezpiecznik (MK2S/MK2.5/MK2.5S)
- Przepalony bezpiecznik (MK3/MK3S/MK3S+)
- Przepalony bezpiecznik (MK4)
- Problem ze wzmacniaczem #10320 (SL1S)
- Zbrickowana drukarka (SL1/SL1S)
- Projekt kalibracyjny jest nieprawidłowy #10543 (SL1/SL1S)
- Nie można skopiować projektu #10704 (SL1/SL1S)
- Nie można pobrać kanału aktualizacji #10514 (SL1)
- Nie można odczytać projektu #10539 (SL1/SL1S)
- Nie można usunąć projektu #10545 (SL1/SL1S)
- Zatkany hotend (MK4)
- Zatkany hotend (XL)
- Zatkana dysza/hotend (MINI/MINI+)
- Zatkana dysza/hotend (MK3S, MK2.5S)
- Rejestracja w Prusa Connect nie powiodła się
- Rejestracja w Prusa Connect nie powiodła się #12401 (MINI)
- Rejestracja w Prusa Connect nie powiodła się #13401 (MK4)
- Rejestracja w Prusa Connect nie powiodła się #17401 (XL)
- Rejestracja w Prusa Connect nie powiodła się #21401 (MK3.9)
- Rejestracja w Prusa Connect nie powiodła się #23401 (MK3.5)
- Katalog nie jest pusty #10546 (SL1/SL1S)
- Odłączony panel UV LED #10321 (SL1/SL1S)
- Niepowodzenie testu wyświetlacza #10120 (SL1/SL1S)
- Błąd płytki Dwarf #17502 (XL)
- Błąd Dwarf #17503 (XL)
- EEPROM I2C - odbiór zajęty #13316 (MK4) #21316 (MK3.9) #23316 (MK3.5)
- EEPROM I2C - odbiór zajęty #17316 (XL)
- Zatrzymanie awaryjne #12510 (MINI)
- Zatrzymanie awaryjne #13510 (MK4) #21510 (MK3.9) #23510 (MK3.5)
- Emergency stop #17510 (XL)
- Błąd ESP #13504 (MK4) #21504 (MK3.9) #23504 (MK3.5)
- Błąd ESP #13505 (MK4) #21505 (MK3.9) #23505 (MK3.5)
- Błąd ESP #13506 (MK4) / #21506 (MK3.9) / #23506 (MK3.5)
- Błąd ESP #17504 (XL)
- Błąd ESP #17505 (XL)
- ESP error #17506 (XL)
- Oczekuj przegrzania #10714 (SL1/SL1S)
- External SPI flash W25X20CL/xFLASH not responding - błąd
- Blob na ekstruderze
- Extruder Maxtemp error #17206 (XL)
- Błąd Mintemp - hotend #17208 (XL)
- Odgłosy dochodzące z ekstrudera
- Błąd nagrzewania ekstrudera #17202 (XL)
- Niezgodność temperatury hotendu #17210 (XL)
- Thermal runaway - ekstruder #17204 (XL)
- Zatrzymanie ekstruzji w trakcie wydruku (przenikanie ciepła - "heat creep")
- Reset ustawień fabrycznych (MINI)
- Reset do ustawień fabrycznych (MK2S/MK2.5S/MK3S)
- Reset ustawień fabrycznych (MK4/XL)
- Factory Reset (MMU)
- Reset ustawień fabrycznych (MMU2S firmware starsze niż 1.0.6)
- Reset ustawień fabrycznych (SL1/SL1S)
- Niepowodzenie odczytu pliku konfiguracyjnego #10505 (SL1)
- Nieudana kalibracja Z (MK3S/MK2.5S)
- Błąd wentylatora #10106 (SL1/SL1S)
- Ostrzeżenie wentylatora #10713 (SL1/SL1S)
- Brak możliwości rozładowania filamentu (MINI/MINI+)
- Nie można załadować filamentu
- Nie można załadować filamentu (MK4)
- Nie można załadować filamentu (XL)
- Czujnik filamentu (MK4, MK3.9, XL)
- Plik już istnieje! #10520 (SL1)
- Nie znaleziono pliku #10518 (SL1/SL1S)
- Błąd systemu plików #12613 (MINI/MINI+)
- Błąd systemu plików #13613 (MK4) #21613 (MK3.9) #23613 (MK3.5)
- FINDA - ustawienie i rozwiązywanie problemów
- FINDA: Filament zablokowany #04102 (MMU)
- Firmware w wewnętrznej pamięci flash uszkodzony! #12608 (MINI)
- Firmware missing #17612 (XL)
- Wymagana jest aktualizacja firmware #13701 (MK4) #21701 (MK3.9) #23701 (MK3.5)
- Problemy podczas aktualizowania firmware (MK2.5S/MK3S+/MMU2S/MMU3)
- Pierwsza warstwa nie przykleja się (SL1/SL1S)
- Jak to wygląda
- Jak to naprawić
- Problemy sprzętowe/montaż
- Błąd wymazywania pamięci flash #12605 (MINI/MINI+)
- Błąd wymazywania pamięci flash #13605 (MK4) #21605 (MK3.9) #23605 (MK3.5)
- Flash erase error #17605 (XL)
- FW w wewnętrznej pamięci flash uszkodzony #13608 (MK4) #21608 (MK3.9) #23608 (MK3.5)
- FW in internal flash corrupted #17608 (XL)
- Nieudana weryfikacja hashu #12607 (MINI/MINI+)
- Nieudana weryfikacja hashu #13607 (MK4) / #21607 (MK3.9)
- Nieudana weryfikacja hashu #17607 (XL)
- Podgrzewany stół nie nagrzewa się prawidłowo
- Zbyt duży prąd na podgrzewanym stole #13309 (MK4) #21309 (MK3.9) #23309 (MK3.5)
- Błąd MAXTEMP - bariera cieplna #13212 (MK4) / #21212 (MK3.9)
- Błąd Maxtemp - bariera cieplna #17212 (XL)
- Błąd MINTEMP - bariera cieplna #13211 (MK4) / #21211 (MK3.9)
- Błąd Mintemp - bariera cieplna #17211 (XL)
- Błąd bazowania #12301 (MINI)
- Błąd bazowania osi X #13304 (MK4) #21304 (MK3.9) #23304 (MK3.5)
- Homing error X #17304 (XL)
- Błąd bazowania osi Y #13305 (MK4) #21305 (MK3.9) #23305 (MK3.5)
- Homing error Y #17305 (XL)
- Błąd bazowania osi Z #13301 (MK4) / Z #21301 (MK3.9)
- Błąd bazowania osi Z #17301 (XL)
- Błąd bazowania osi Z #23301 (MK3.5)
- Wentylator hotendu nie obraca się
- Błąd Maxtemp - hotend #23206 (MK3.5)
- Błąd Mintemp - hotend #13208 (MK4) / #21208 (MK3.9)
- Błąd MINTEMP: hotend #23208 (MK3.5)
- Błąd grzania hotendu #13202 (MK4) / #21202 (MK3.9)
- Hotend preheat error #23202 (MK3.5)
- Rozbieżność temperatur hotendu #23210 (MK3.5)
- Thermal runaway - hotend #13204 (MK4) / #21204 (MK3.9)
- Thermal runaway: hotend #23204 (MK3.5)
- I2C Odbiór nie powiódł się #13315 (MK4) / #21315 (MK3.9) / #23315 (MK3.5)
- I2C Odbiór nie powiódł się #17315 (XL)
- Timeout odbioru I2C #13317 (MK4) #21317 (MK3.9) #23317 (MK3.5)
- I2C Timeout odbioru #17317 (XL)
- I2C Odbiór nieokreślony #13318 (MK4) / #21318 (MK3.9) / #23318 (MK3.5)
- I2C Odbiór nieokreślony #17318 (XL)
- I2C Wysyłanie zajęte #13312 (MK4) #21312 (MK3.9) #23312 (MK3.5)
- I2C Wysyłanie zajęte #17312 (XL)
- I2C Wysyłanie nie powiodło się #13311 (MK4) #21311 (MK3.9) #23311 (MK3.5)
- I2C Wysyłanie nie powiodło się #17311 (XL)
- I2C Timeout wysyłania #13313 (MK4) #21313 (MK3.9) #23313 (MK3.5)
- I2C Timeout wysyłania #17313 (XL)
- I2C Wysyłanie niezdefiniowane #13314 (MK4) #21314 (MK3.9) #23314 (MK3.5)
- I2C Wysyłanie niezdefiniowane #17314 (XL)
- Impostor! Fałszywa sygnatura #17606 (XL)
- Niewłaściwy model drukarki #10705 (SL1/SL1S)
- Pamięć wewnętrzna jest pełna #10516 (SL1/SL1S)
- Błędny klucz API #10405 (SL1/SL1S)
- Nieprawidłowy rozmiar FW na USB #12603 (MINI/MINI+)
- Nieprawidłowy rozmiar FW na USB #13603 (MK4) #21603 (MK3.9) #23603 (MK3.5)
- Invalid FW size on USB flash drive #17603 (XL)
- Kalibracja czujnika filamentu IR (MMU2S)
- Rozwiązywanie problemów z czujnikiem filamentu IR (MINI/MINI+)
- Rozwiązywanie problemów z czujnikiem filamentu IR (MK2.5S, MK3S)
- Ekran LCD nie działa
- Błąd pamięci LED #13529 (MK4) #21529 (MK3.9) #23529 (MK3.5)
- Błąd pamięci LED #17529 (XL)
- Live Adjust Z nie zapisuje ustawień
- Ładowanie do ekstrudera nie powiodło się #04108 (MMU)
- Nieprawidłowa konfiguracja czujnika tensometrycznego #13527 (MK4) / #21527 (MK3.9)
- Nieprawidłowa konfiguracja czujnika tensometrycznego #17527 (XL)
- Pomiar tensometrem nieudany #13526 (MK4) / #21526 (MK3.9)
- Pomiar tensometrem nieudany #17526 (XL)
- Tensometr nie skalibrowany #13523 (MK4) / #21523 (MK3.9)
- Tensometr nie skalibrowany #17523 (XL)
- Błąd tarowania tensometru #13524 (MK4) / #21524 (MK3.9)
- Błąd tarowania tensometru #17524 (XL)
- Niepowodzenie tarowania tensometru #13525 (MK4) / #21525 (MK3.9)
- Niepowodzenia tarowania tensometru #17525 (XL)
- Timeout tensometru #13528 (MK4) / #21528 (MK3.9)
- Timeout tensometru #17528 (XL)
- Rejestrowanie danych przez linię szeregową (MMU2S)
- Głośny hałas dobiegający z drukarki (SL1/SL1S)
- Test czujnika M.I.N.D.A./SuperPINDA (MINI/MINI+)
- Timeout żądania Marlina #13530 (MK4) #21530 (MK3.9) #23530 (MK3.5)
- Timeout żądania Marlina #17530 (XL)
- Ostrzeżenie - maska niedostępna #10709 (SL1/SL1S)
- Błąd Maxtemp - stół #12205 (MINI)
- Błąd Maxtemp - głowica #12206 (MINI)
- Błąd MCU Maxtemp #17213 (XL)
- Błąd Mintemp - stół #12207 (MINI)
- Błąd Mintemp - głowica #12208 (MINI)
- Przestawiony czujnik PINDA (MK2/S)
- Brakujące elementy wydruku (SL1/SL1S)
- MK3S wyświetla komunikat o zmianie filamentu
- MMU MCU Zbyt niska moc #04307 (MMU)
- Zbyt duży prąd MMU #13310 (MK4) #21310 (MK3.9) #23310 (MK3.5)
- Docisk MMU2S nie może się swobodnie poruszać
- Znaczenie diod LED na MMU2S
- MMU2S - Wybierak nie porusza się
- Błąd stołu modułowego #17250 (XL)
- Błąd stołu modułowego #17251 (XL)
- Błąd stołu modułowego #17252 (XL)
- Błąd stołu modułowego #17253 (XL)
- Błąd stołu modułowego #17254 (XL)
- Błąd stołu modułowego #17255 (XL)
- Błąd stołu modułowego #17256 (XL)
- Błąd stołu modułowego #17257 (XL)
- Modular bed error #17302 (XL)
- Modular bed error #17303 (XL)
- Błąd stołu modułowego #17319 (XL)
- Błąd stołu modułowego #17320 (XL)
- Błąd stołu modułowego #17501 (XL)
- Obsługa multimetru
- Brak pliku na USB #12604 (MINI/MINI+)
- Brak pliku do ponownego wydrukowania #10508 (SL1)
- Brak FW w wewnętrznej pamięci flash #12612 (MINI/MINI+)
- Brak FW w wewnętrznej pamięci flash #13612 (MK4) / #21612 (MK3.9)
- Brak pliku FW na USB #13604 (MK4) #21604 (MK3.9) #23604 (MK3.5)
- No FW on USB flash drive #17604 (XL)
- Brak połączenia z siecią #10402 (SL1/SL1S)
- Za mało warstw #10540 (SL1/SL1S)
- Za mało żywicy #10706 (SL1/SL1S)
- Czyszczenie dyszy nieudane (XL)
- Dysza zderzyła się ze stołem
- Zbyt duży prąd na grzałce dyszy #13308 (MK4) / #21308 (MK3.9)
- Zbyt duży prąd na grzałce dyszy #23308 (MK3.5)
- Ostrzeżenie o przycięciu obiektu #10710 (SL1/SL1S)
- Nie udało się otworzyć projektu #10504 (SL1/SL1S)
- Brak pamięci #13507 (MK4) #21507 (MK3.9) #23507 (MK3.5)
- Brak pamięci #17507 (XL)
- Test czujnika P.I.N.D.A./SuperPINDA
- Parametry poza zakresem #10707 (SL1/SL1S)
- Trzpień nie znaleziony #17107 (XL)
- Pełny bufor PNG #13508 (MK4) #21508 (MK3.9) #23508 (MK3.5)
- Pełny bufor PNG #17508 (XL)
- Błąd grzania stołu #12201 (MINI)
- Błąd grzania głowicy #12202 (MINI)
- Wstępne wczytanie nieudane #10503 (SL1/SL1S)
- Brak plików przykładowych #10523 (SL1/SL1S)
- Wentylator wydruku nie obraca się
- Drukarka nie włącza się lub stale się wyłącza
- Analiza projektu nieudana #10542 (SL1/SL1S)
- Projekt jest uszkodzony #10541 (SL1/SL1S)
- Rozwiązywanie problemów z PrusaLink
- Puppy error #17511 (XL)
- Puppy error #17512 (XL)
- Puppy error #17513 (XL)
- Puppy error #17514 (XL)
- Puppy error #17515 (XL)
- Błąd puppy #17516 (XL)
- Puppy error #17517 (XL)
- Puppy error #17518 (XL)
- Błąd puppy #17519 (XL)
- Puppy error #17520 (XL)
- Puppy error #17521 (XL)
- Puppy error #17522 (XL)
- Błąd zdalnego API #10407 (SL1/SL1S)
- Niski poziom żywicy #10712 (SL1/SL1S)
- Niepowodzenie pomiaru poziomu żywicy #10124 (SL1/SL1S)
- Błąd czujnika żywicy #10307 (SL1/SL1S)
- Zbyt wysoki poziom żywicy #10109 (SL1/SL1S)
- Zbyt niski poziom żywicy #10108 (SL1/SL1S)
- Przykładowe pliki G-code
- Zapisanie loga (SL1/SL1S)
- Karta SD nie działa
- Karty SD i pamięci USB
- Selftest nieudany (XL)
- Nieudana weryfikacja podpisu #12606 (MINI/MINI+)
- Nieudana weryfikacja podpisu #13606 (MK4) #21606 (MK3.9) #23606 (MK3.5)
- SL1 Błąd mechanizmu przechylania
- Potwór Spaghetti
- Ustawienie kątów w MINI
- Diody LED - objaśnienie statusów (MK4/XL)
- Diody LED - objaśnienie statusów (MMU3)
- Tangled filament
- Niezgodność temperatury stołu #12209 (MINI/MINI+)
- Niezgodność temperatury hotendu #12210 (MINI/MINI+)
- Temperatura poza zakresem #10208 (SL1/SL1S)
- Thermal runaway - stół #12203 (MINI)
- Thermal runaway - głowica #12204 (MINI)
- Zwarcie sterownika TMC #04304 (MMU)
- Zwarcie sterownika TMC #04314 (MMU)
- Zwarcie sterownika TMC #04324 (MMU)
- Przesunięcie narzędzia poza zakresem #17104 (XL)
- Błąd zmieniarki narzędzi #17101 (XL)
- Niepowodzenie testu osi kolumny #10118 (SL1/SL1S)
- Brak autoryzacji #10406 (SL1/SL1S)
- Nieznany błąd #10501 (SL1/SL1S)
- Nieoczekiwany błąd MC #10306 (SL1/SL1S)
- Nieznany model drukarki #10323 (SL1/SL1S)
- Nieobsługiwana wersja BBF #12614 (MINI/MINI+)
- Nieobsługiwana wersja BBF #13614 (MK4) #21614 (MK3.9) #23614 (MK3.5)
- Unsupported Buddy FW #17611 (XL)
- Unsupported firmware BBF file #17614 (XL)
- Unsupported printer model #17610 (XL)
- Nieobsługiwany rodzaj drukarki #12610 (MINI/MINI+)
- Nieobsługiwany rodzaj drukarki #13610 (MK4) #21610 (MK3.9) #23610 (MK3.5)
- Nieobsługiwana wersja drukarki #12611 (MINI/MINI+)
- Nieobsługiwana wersja drukarki #13611 (MK4) #21611 (MK3.9) #23611 (MK3.5)
- Zbyt duży prąd w urządzeniu USB #13307 (MK4) #21307 (MK3.9) #23307 (MK3.5)
- Zbyt duży prąd w urządzeniu USB #17307 (XL)
- Nie wykryto pamięci USB #10528 (SL1/SL1S)
- USB flash drive not connected #17602 (XL)
- USB flash error #17613 (XL)
- Nie podłączono USB #12602 (MINI/MINI+)
- Nie podłączono USB #13602 (MK4) #21602 (MK3.9) #23602 (MK3.5)
- Zbyt duży prąd na porcie USB #13306 (MK4) #21306 (MK3.9) #23306 (MK3.5)
- Zbyt duży prąd na porcie USB #17306 (XL)
- Błąd temperatury UV LED #10209 (SL1/SL1S)
- Błąd napięcia UV LED #10309 (SL1)
- Wibracje podczas drukowania (MK3S+/MK2.5S)
- Nieprawidłowy model drukarki #10544 (SL1/SL1S)
- Nieprawidłowa rewizja Kontrolera Ruchu #10301 (SL1)
- Nieprawidłowa pozycja XY #17106 (XL)
- Próbkowanie XY niestabilne #17105 (XL)
- Kody QR dla błędów
- Komunikaty błędów występujące podczas drukowania
Jeśli podczas drukowania zauważysz, że na platformie roboczej nie pojawia się żaden wydruk, to zazwyczaj oznacza, że pierwsza warstwa nie przykleiła się. Przyjrzyjmy się możliwym przyczynom.
Jak to wygląda
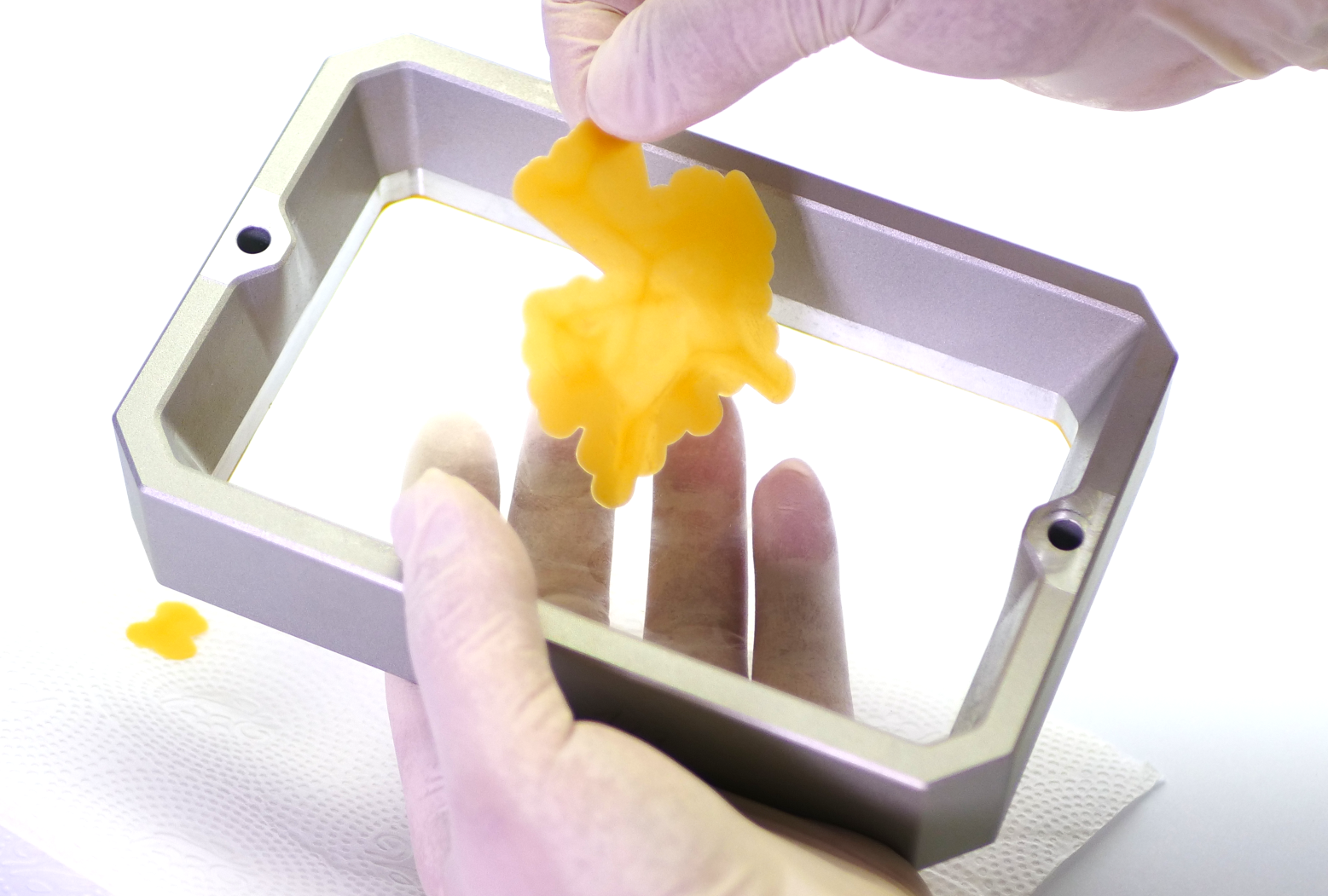
Jeden z modeli lub żaden z nich nie pojawia się na platformie roboczej. Po zatrzymaniu wydruku odkręć zbiornik i wylej żywicę, a na dnie zobaczysz kawałek utwardzonej żywicy przyklejony do folii FEP.
Jak to naprawić
Istnieje wiele powodów, dla których pierwsza warstwa nie przykleja się do platformy roboczej. Generalnie rzecz biorąc, są to problemy związane z montażem/wadliwym sprzętem lub ustawieniami/kalibracją.
Kalibracja i ustawienia
Drukarka nie jest właściwie skalibrowana
Nawet, jeśli nic uległo zmianie od ostatniej kalibracji drukarki - np. żadne części nie zostały wymienione lub drukarka nie została przeniesiona, to może być wymagana ponowna kalibracja. Przejdź do instrukcji Kalibracja, gdzie znajdziesz poradnik krok po kroku. Przeprowadź ją dokładnie i nie pomijaj żadnego z etapów!
Nieprawidłowe ustawienia cięcia
Potnij model ponownie używając ustawień domyślnych i spróbuj wydrukować go raz jeszcze. Użyj PrusaSlicer, ponieważ zawarliśmy tam profile materiałowe dla większości używanych żywic. Przetestowaliśmy ponad setkę różnych żywic i ciągle sprawdzamy nowe.
Upewnij się, że masz ustawione zalecane czasy naświetlania dla żywicy, której używasz. Czasy naświetlania dla pierwszych warstw powinny być znacznie dłuższe niż dla reszty warstw - nawet 45 sekund, aby zapewnić odpowiednie przyleganie do platformy roboczej.
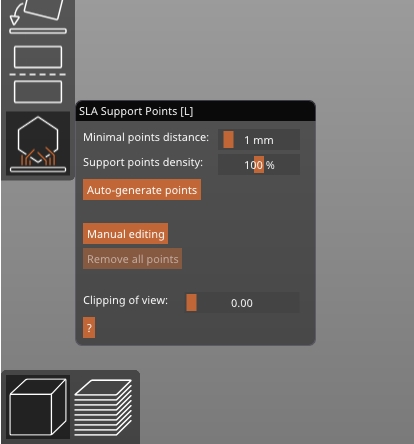
Niewłaściwe położenie modelu na platformie / niewystarczające podpory
Niewłaściwe położenie modelu może być kolejną przyczyną nieprawidłowej adhezji. Po utwardzeniu każdej warstwy drukarka musi odkleić wydruk od dna zbiornika. Jeśli duża część wydruku trzyma się na pojedynczej podporze, to nie będzie ona w stanie sprostać siłom przylegania, co sprawi, że oderwie się od platformy.
Orientuj model tak, aby największa płaska powierzchnia była w kontakcie z platformą. Dodając podpory upewnij się, że jest ich wystarczająco dużo. Możesz również użyć "podkładki", aby zapewnić podporom dodatkową powierzchnię przylegania. Pamiętaj, że masz możliwość ustawienia gęstości punktów podpór i ręcznie dodać kolejne do problematycznych obszarów modelu.
Żywica zmieszana z IPA
Żywica mogła zostać rozcieńczona alkoholem izopropylowym (np. podczas czyszczenia platformy roboczej) i jej właściwości zmieniły się, uniemożliwiając utwardzenie. Wyczyść i wysusz dokładnie zbiornik, napełnij świeżą żywicą i spróbuj ponownie.
Problemy sprzętowe/montaż
Platforma robocza nie jest odpowiednio przymocowana
Po włożeniu platformy z powrotem do drukarki, upewnij się, że czarne pokrętło na wsporniku jest dobrze dokręcone. Luźna platforma robocza nie jest w stanie zatrzymać się w odpowiedniej pozycji, a pierwsza warstwa nie przyklei się.
Dno zbiornika jest zamglone/brudne
Zanim wlejesz żywicę do zbiornika, upewnij się, że jego dno (folia FEP) jest całkowicie przejrzyste. Zamglona, brudna lub uszkodzona folia FEP będzie miała negatywny wpływ na jakość wydruku, a nawet może blokować światło UV w stopniu, który uniemożliwi żywicy zestalenie się.

Luźne śruby Torx
Folia FEP jest przymocowana do zbiornika na żywicę przez 22 śruby Torx M4x8rt. Pod koniec montażu wszystkie śruby muszą być dobrze dokręcone do ramki. Żadna z nich nie powinna wystawać. Zbiornik odwrócony śrubami w dół powinien opierać się płasko na powierzchni, bez kołysania, ani chybotania się.
Wadliwy wyświetlacz druku lub panel UV LED
Jeśli pierwsza warstwa nie przykleiła się do platformy roboczej i nie jest również przyklejona do dna zbiornika, to zazwyczaj oznacza, że w ogóle nie została wydrukowana. Możliwą przyczyną jest wada wyświetlacza druku lub odłączony panel UV LED. Odkręć dolną obudowę SL1 i sprawdź, czy wszystkie złącza przewodów są podłączone.
Komentarze


Wciąż masz pytania?
Jeśli masz pytanie dotyczące czegoś, czego nie opisaliśmy, to sprawdź dodatkowe zasoby.
A jeśli to nie działa, możesz wysłać zgłoszenie na [email protected] lub klikając poniższy przycisk.